RTM (инжекция)
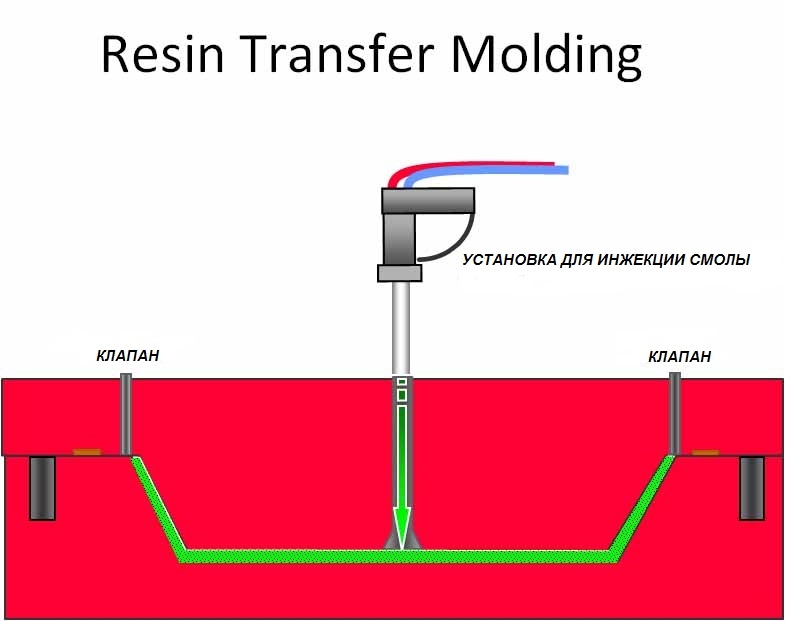
При изготовлении средних и крупных партий изделий из стеклопластика целесообразно применить метод инжекции полиэфирной смолы в закрытую форму (метод RTM – Resin Transfer Moulding). Технология изготовления стеклопластика по методу инжекции в закрытую форму требует использования специальной оснастки, состоящей из двух частей: самой матрицы и ответной формы – пуансона. Суть метода изгототовления стеклопластика инжекцией заключается в следующем: между матрицей и пуансоном укладывается сухой, предварительно раскроенный стеклянный материал. Это может быть стеклоткань, специальный стекломат или другой вид армирующего материала. Затем, при помощи специального оборудования, в закрытую форму под давлением инжектируется смесь полиэфирная смола - отвердитель. После отверждения уже готовое изделие из стеклопластика извлекается из формы и подвергается механообработке, если требуется.
Технология изготовления стеклопластика по методу инжекции полиэфирной смолы в закрытую форму требует определённых финансовых затрат, как на оборудование для инжекции полиэфирной смолы, вспомогательное оборудование, так и на изготовление двухсторонней оснастки для изготовления изделия из стеклопластика.
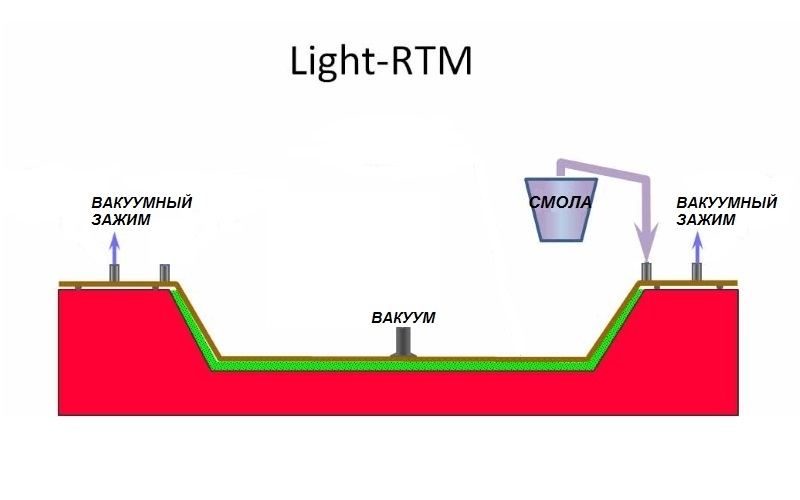
Метод Light RTM отличается тем, что прижим матрицы и пуансона осуществляется с помощью вакуума, а пуансон представляет собой легкий позитивный оттиск матрицы. Разрежение создается также и в рабочей полости формы, что позволяет добиться оптимальных характеристик пропитки армирующего материала.
Тем не менее, метод изготовления стеклопластика инжекцией обладает существенными преимуществами по сравнению с технологией изготовления стеклопластика ручной формовкой или технологией изготовления стеклопластика напылением:
-
Обе стороны изделия из стеклопластика имеют гладкую поверхность с предварительно заданным рельефом;
-
При изготовлении стеклопластика инжекцией минимизированы отходы материалов;
-
Точные размеры и отличное воспроизводство изделий из стеклопластика;
-
Повышенное содержание стеклянного наполнителя при изготовлении стеклопластика (до 65% от объема изделия);
-
Отсутствие воздушных включений в изделии из стеклопластике;
-
Сокращение времени изготовления изделия из стеклопластика в 5-20 раз;
-
Увеличение скорости оборачиваемости оснастки;
-
Уменьшение количества рабочих, снижение требований к квалификации при изготовлении стеклопластика;
-
Резкое снижение выделений вредных веществ в атмосферу, улучшение рабочей обстановки, снижение затрат на вентиляцию при изготовлении стеклопластика;
-
Возможность введения наполнителей других типов (снижение себестоимости изделия из стеклопластика, усиление огнестойких свойств, снижение степени усадки полиэфирной смолы при отверждении).